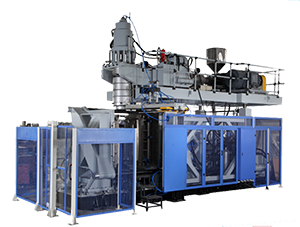
托盘吹塑机的防锈工作
1、所有暴露在空气中的机械部分,如活塞柱、拉杆以及模板部分的加工表面,在出厂前都涂过防锈剂以预防生锈。轴承表面润滑油和干净液压油的混合油业可以产生一层防锈薄膜,用来保护机身。
2、在操作不与机器接触的部分,托盘吹塑机生产厂家,涂上防锈剂,为机器提供了抵抗腐蚀和恶劣环境的条件。除非确实需要的情况,一般都会选择在运行时再擦掉防锈剂,但禁止用溶剂去擦掉防锈剂。

1、托盘吹塑机的前、后模围绕中轴线旋转180度后,湖南托盘吹塑机,仍需要吻合,在设计时这一步是需要检查的,这一点对模架定位加工技术的能力要求比较高。
2、可以按照需要的托盘吹塑机的品牌、型号的参考数据定制托盘吹塑机,比如,大容模厚度,小容模厚度,KO孔距离等等,托盘吹塑机供应商,根据商家所提出的不同型号,不同品牌,不同要求来设计制造该托盘吹塑机。
3、注塑模具的弹簧等弹性零件在使用过程中弹簧易损坏,通常出现断裂和变形现象。采取的办法就是更换,在更换过程中定要注意弹簧的规格和型号,弹簧的规格和型号通过颜色、外径和长度三项来确认,只有在三项都相同的情况下才可以更换。
1、吹塑机模具设计因素。其中几何形状和材料的选择通常由原材料供应商决定,且不太容易改变,但是模具制造上方面还有很多关于模具设计的因素可能影响到塑料加工收缩环节。
2、制冷流道设计。制冷流道设计浇口类型、浇口尺寸可能产生多种效果,例如,小浇口热管式浇口比锥形浇口制冷的快得多,浇口处过早制冷会减少型腔内的填充时间,从而增加收缩产生的几率。
3、调整加工条件。对于成型工人,调整加工条件是解决塑料加工收缩问题的一种办法,填充压力和时间***影响收缩。部件填充后,多余的材料继续填充到型腔中补偿材料的收缩,填充阶段太短将会导致收缩加剧,托盘吹塑机,终会产生较多或较大的收缩痕,这种解决塑料加工收缩方法本身也许并不能将收缩痕减少到满意的水平,但是成型工人可以调整填充条件减少收缩痕。