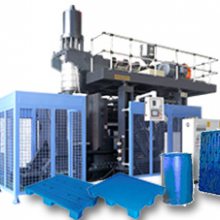
浮筒吹塑机在节能环保方面有什么优势?
浮筒吹塑机的节能上可分为两个部分:一个是动力部分,一个是加热部分。
动力部分节能:大多采用变频器,节能方式是通过节约电机的余耗能,例如电机的实际功率是50Hz,而你在生产中实际上只需要30Hz就足够生产了,那些多余的能耗就白白浪费了,变频器就是改变电机的功率输出达到节能的效果。
加热部分节能:加热部分节能大多是采用电磁加热器节能,节能率约是老式电阻圈的***之30到70。
1.相比电阻加热,电磁加热器多了一层保温层,山东浮筒吹塑机,热量利用率增加。
2.相比电阻加热,电磁加热器直接作用于料管加热,减少了热传递损耗。
3.相比电阻加热,电磁加热器的加热速度要快四分之一以上,减少了加热时间。
4.相比电阻加热,电磁加热器的加热速度快,生产效率就提高了,让电机处在饱和状态,使其减少了,高功率低需求造成的电能损耗。

1、吹胀比。吹胀比是吹塑薄膜生产工艺的控制要点之一,是指吹胀后膜泡的直径与未吹胀的管环直径之间的比值。吹胀比为薄膜的横向膨胀倍数,浮筒吹塑机,实际上是对薄膜进行横向拉伸,拉伸会对塑料分子产生一定程度的取向作用,吹胀比增大,从而使薄膜的横向强度提高。但是,吹胀比 也不能太大,否则容易造成膜泡不稳定,且薄膜容易出现皱折。因此,吹胀比应当同牵引比配合适当才行,一般来说,密度低的聚乙烯(LDPE)薄膜的吹胀比应控制在2.5~3.0为宜。
2、牵引比。牵引比是指薄膜的牵引速度与管环挤出速度之间的比值。牵引比是纵向的拉伸倍数,使薄膜在引取方向上具有定向作用。牵引比增大,山西浮筒吹塑机,则纵向强度也会随之提高,且薄膜的厚度变薄,但如果牵引比过大,薄膜的厚度难以控制,甚至有可能会将薄膜拉断,造成断膜现象。密度低的聚乙烯(LDPE)薄膜的牵引比一般控制在4~6之间为宜。
浮筒吹塑机的功能分析:
1、再试模并可适当地改动技能条件略微修改缩短值以满足吹塑盒需要。
2、按实习缩短情况修改模具。
3、对吹塑盒外径取较小缩短率,内径取较大缩短率,以留有试模后修改的余地。
4、要后处置的吹塑盒经后处置判定标准改动情况(测量时需要在脱模后24小时往后)。
5、试模判定浇注系统方法、标准及成型条件。