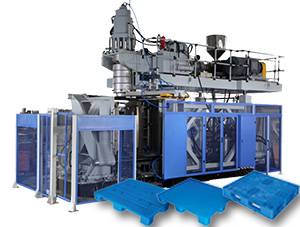
托盘吹塑机的开机准备工作:
1.打开电热,对机筒各段进行加热。当各段温度达到要求时,优质托盘吹塑机,再保温一段时间,以使机器温度趋于稳定。保温时间根据不同设备和塑料原料的要求而有所不同。
2.在料斗内加足足够的塑料。根据注塑不同塑料的要求,有些原料尽量先经过干燥。
3.要盖好机筒上的隔热罩,这样可以节约电能,又可以延长电热圈和电流接触器的寿命。
(1)因为机台上的加热控制系统操作失灵,从而导致料筒里面过热以此造成降解变黑。
(2)因为螺杆和料筒的缺点让熔料卡住而累积起来,塑料在机台经过长时间固定和加热所造成降解。这个时候工作人员就需要检查过胶头套件是否磨损以及里面是否有金属异物。
(3)有一些塑料在几乎维持原来颗粒形状情况下,特别是在料筒内会因为受到高热而交联焦化,这些塑料是很难熔融,以致被螺杆压破碎后夹带进入制件。
1、吹塑机模具设计因素。其中几何形状和材料的选择通常由原材料供应商决定,且不太容易改变,托盘吹塑机,但是模具制造上方面还有很多关于模具设计的因素可能影响到塑料加工收缩环节。
2、制冷流道设计。制冷流道设计浇口类型、浇口尺寸可能产生多种效果,托盘吹塑机生产厂家,例如,托盘吹塑机,小浇口热管式浇口比锥形浇口制冷的快得多,浇口处过早制冷会减少型腔内的填充时间,从而增加收缩产生的几率。
3、调整加工条件。对于成型工人,调整加工条件是解决塑料加工收缩问题的一种办法,填充压力和时间***影响收缩。部件填充后,多余的材料继续填充到型腔中补偿材料的收缩,填充阶段太短将会导致收缩加剧,终会产生较多或较大的收缩痕,这种解决塑料加工收缩方法本身也许并不能将收缩痕减少到满意的水平,但是成型工人可以调整填充条件减少收缩痕。